

For years, the typical manufacturing organization was built to de-risk its operations and scale incrementally – hence the moving production line. Businesses could grow simply by making slightly better versions of existing products, and more of them. Companies have got used to this traditional model of what it means to be an organization, but we no longer live in that incremental world, and accelerated by the pandemic, technology has shifted the pace of change from incremental to exponential.
Manufacturers no longer have the luxury of scheduling and executing production plans based on their own timeframe. Increasingly, they have to respond quickly with the flexibility to change product configurations (the demand for “Mass Customization”), which require amended schedules and routings as customer demands change on short notice. To do this, manufacturers need to look at how manufacturing operations management can help.
How manufacturing operations are changing
Globalization, and more recently the pandemic, has changed how manufacturers operate. Increased connectivity via the Internet has shortened the expected product delivery cycle and allowed new competitors to enter the market. Customers expect to have more say on how and when they receive products. In order to remain competitive, it is critical that manufacturers reduce their lead times to respond to consumer demands and deliver high-quality products to distinguish themselves from their competitors. According to research by Aberdeen,
the top two pressures for improving operations management are time-to-market (50%) and consumer demand (49%). In this day and age of increased consumerism, customers will consume what is available and not wait to complete their purchase. Simply put, not on the shelf, the deal is lost.
Consumerism is also putting the manufacturers under significant pressure to reduce production costs, which will require increased operational efficiency. According to Aberdeen, 45% of manufacturers felt that operating costs were too high and 55% reported too many operational inefficiencies (e.g., waste, delays, rework). In addition, the pressure for improved real-time decision-making across all operations was increasing.
Factories are responding to these challenges by changing from rigid, isolated hierarchies to flexible, connected manufacturing systems. However, advanced manufacturing technology solutions are needed to support this change.
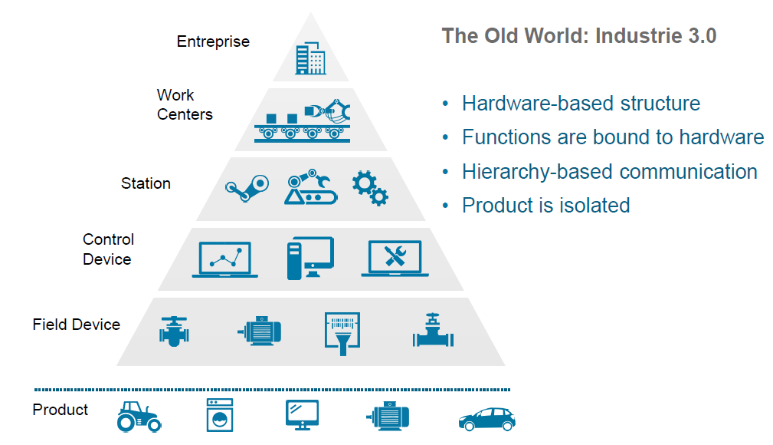
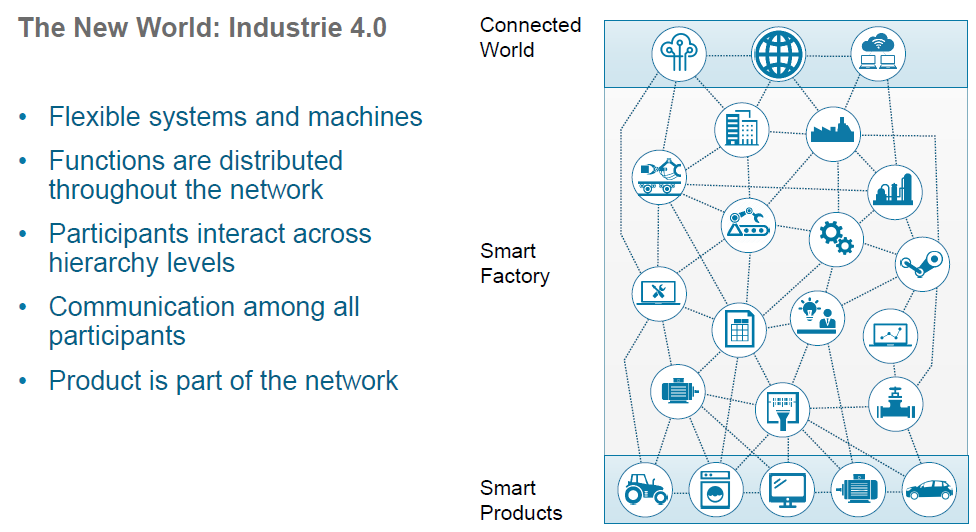
source: Platform Industrie 4.0
The manufacturing technology solution for 21st Century manufacturers
Manufacturers who recognize that they need technology to help them accelerate the delivery of current or new products by optimizing operations, without compromising quality, are turning to manufacturing operations management (MOM) solutions to achieve this. MOM gives companies an end-to-end view and management of manufacturing processes to help optimize efficiency. It provides a complete manufacturing lifecycle management model from planning, scheduling, publishing, collecting, tracking and analyzing, to optimize and improve manufacturing operations.
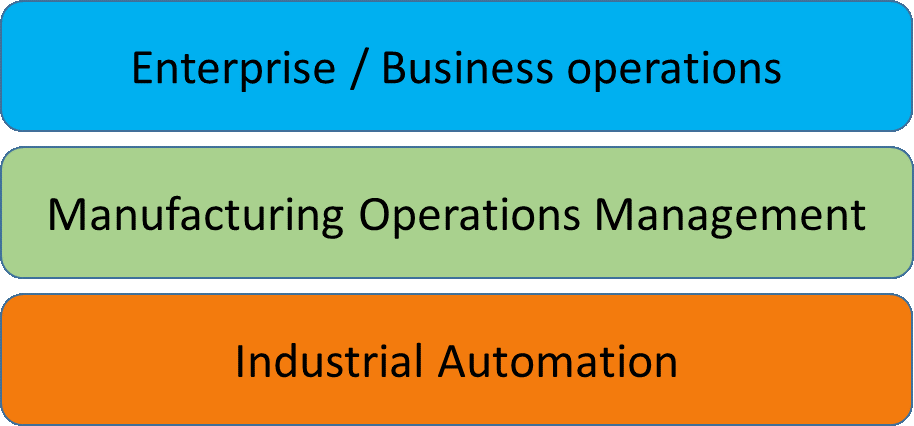
Manufacturing applications hierarchy
A MOM solution provides production managers and staff with various tools to help make running a shop floor easier, tools like:
Enables managers to assess the impact of the production plan on equipment
| Visual Planning Board | Provides a visual method of defining resources and available capacity, sharing it with others, using it to improve data collection |
| Dashboard | Assists in balancing equipment utilization and order fulfillment to maximize factory output |
| Production Plan | Allows management of the production plan to review hours logged on jobs, quantities produced, and issues logged |
| Production Status | Provides visibility into jobs status and progress, and materials issued |
| Production History | Shows activity history of open and closed jobs |
| Equipment Plan | Enables managers to assess the impact of the production plan on equipment |
| Material List | Reports on material requirements by various resources to meet forecast demand |
| Job Lists | Shows how jobs are allocated by resource groups |
Benefits of Manufacturing operations Management (MOM)
A MOM solution allows a manufacturing company to help transform its shop floor into a 21st-century operation. For example:
- enable the creation of accurate production schedules that factor in constraints around resources like people, machines, tooling and materials.
- increase productivity and lower reduce costs by identifying and help minimize inefficiencies;
- improve operations through better scheduling, publishing, tracking, and analyzing jobs;
- measure performance and drive toward best-in-class standards of operation for overall equipment effectiveness (OEE), total effective equipment performance (TEEP) and overall labor effectiveness (OLE);
- by connecting machines and other devices on the factory floor to the management team for real-time decision making;
A MOM solution helps manufacturers to reduce the operating costs of production by:
- Controlling labor and machine costs.
- Reducing downtime and bottlenecks.
- Measuring and improving product quality.
- Increasing productivity and throughput.
- Managing workflows to and from non-manufacturing systems.
- Including and improving collaboration between cross-functional processes like new product introduction.
A MOM solution assists manufacturers to make the best use of their available capacity and deliver to customers on-time, in the most cost-effective way, with reduced production costs.
Using MOM with an ERP solution
it is important that ERP and MOM work closely together. ERP data is passed to MOM to provide information such as production demand, master schedules, bills of material, change orders, inventories, planned resources, and performance metrics. MOM feeds back to the ERP solution with data such as order status, resource usage (labour, equipment, materials), machine efficiency and costs.
Therefore selecting an ERP solution that has a built-in MOM solution can reap benefits in terms of cost and time to implement, data integrity and overall ease of use.
Prepare for 21st-century manufacturing
To paraphrase Charles Darwin, manufacturers that survive are adaptable to change, they don’t run from change.
In the modern business environment, it is improved flexibility, world-class quality and cost improvements that will allow manufacturers to stay ahead of their competitors. Standing on the sidelines and waiting to see how others do it does not seem the best approach. The time is now to own your future and update your business model to “best-in-class”.
With a MOM solution, manufacturers can begin migrating to improved manufacturing models and new digital business operating models that would reduce operational inefficiencies and consequently operational costs, which could lead their business into new opportunities for growth.



